State-of-the-art potato starch plant relies on degassing process pumps
The Lyckeby potato starch plant in Southern Sweden, modernised in 2022, produces 40,000 tons of starch annually. Flow found out how Sulzer’s new AHLSTAR pump units, designed to handle foamy suspensions, ensure smooth operation despite the high gas content in the process liquids.
The Lyckeby potato starch plant in Mjällby, Southern Sweden, produces native and speciality starches and valuable by-products such as fibres, proteins, and biofertilisers for the global food and paper industries.


In 2022, the factory underwent modernisation, expanding production to 40,000 tons of commercial starch annually, with a focus on energy savings for enhanced sustainability. Each process step involved selecting efficient, reliable, and cost-effective equipment from leading technology suppliers. Sulzer was chosen for the toughest liquid pumping applications. Twenty-eight new AHLSTAR and SNS pump units are now working smoothly on site, complementing the older installed Sulzer pumps that have operated for decades.
The challenge
Producing potato starch involves technical challenges at each step of the process, from raw material washing and rasping to fibre and fruit juice separation, and final starch washing and drying.
Pumping liquids prone to foaming is a significant issue. This special feature arises partly because of the protein content of liquids and partly because the different raw material components are separated mechanically. The fibre pulp separation stage is particularly critical, as the liquids pumped can contain over 40% air.
Conventional centrifugal pumps cannot operate with such high gas content as capacity is reduced dramatically and pumping becomes unstable.
The solution
After rasping, the slurry mixture of pulp, starch, and potato juice passes through rotating conical sieves for pulp fibre separation. In close collaboration with Lyckeby and the centrifugal sieves supplier, Sulzer provided seven AHLSTAR A-LM pumping units for transferring or recirculating starch, fruit juice, fibres and water.
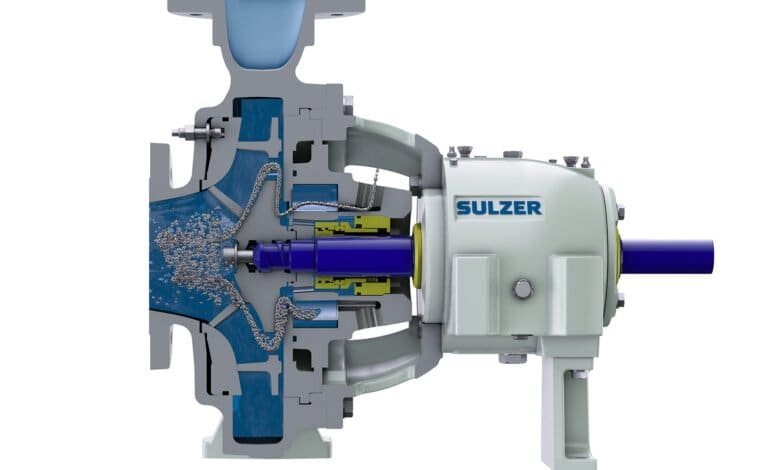
The AHLSTAR A pumps with LM-integrated liquid ring pump degassing units are designed to handle foamy suspensions effectively and reliably, ensuring trouble-free operation and a steady process.
Even for viscous slurries, the A-LM pumps with a built-in vacuum system can separate most of the air from the liquids, maintaining a constant flow.
The AHLSTAR A-LM pump units stabilise the entire process, optimising the operation of upstream and downstream equipment.
The internal degassing device in the A-LM pumps removes most air bubbles from the impeller eye, significantly increasing pump efficiency, which saves energy and benefits the environment.
Reduced air in the system also enhances the efficiency of other process devices, and the use of expensive antifoam agents is greatly minimised.